
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Фактори, влияещи върху пластмасовите скорости на свиване и методите на модификация
Фактори, влияещи върху скоростта на свиване на пластмасата
1. Основно влияние:
(1) Тип на материала: Различните видове пластмаса имат различни скорости на свиване (виж таблица 1).
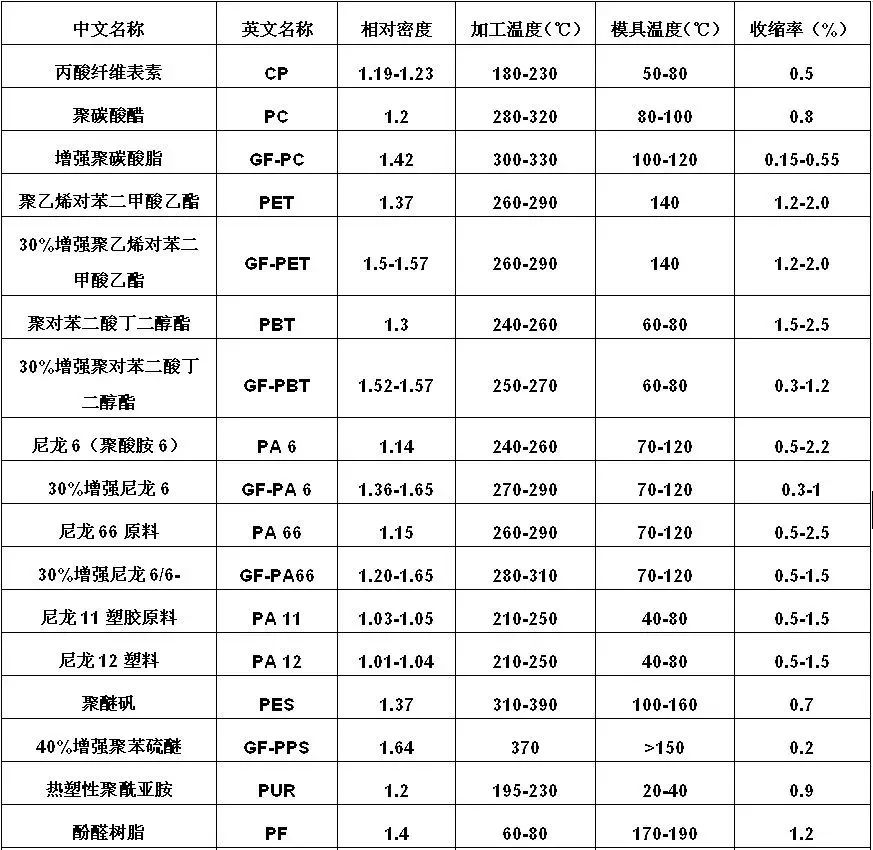
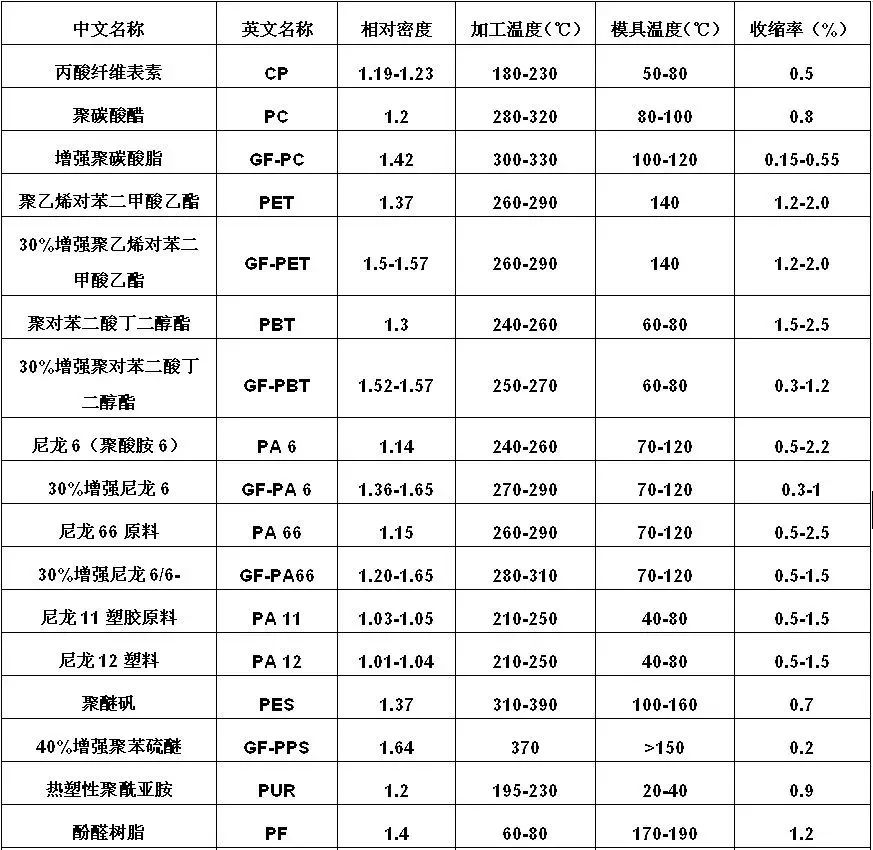
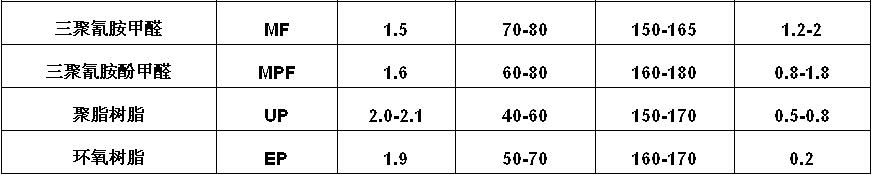
От таблица 1 може да се види, че сред термопластиката 40%подсилени от стъклени влакна PPS има най-ниската скорост на свиване (0,2%), докато сред термореазолите епоксидната смола има най-ниската скорост на свиване (0,2%). Флуоропластиката има най -високата скорост на свиване, достигайки до приблизително 6%; последвано от полиетилен с ниска плътност (LDPE) с максимална скорост на свиване от 5%.
(2) Кристалност на материал: За същия материал по -ниската кристалност води до по -малка скорост на свиване. Сред различните влияещи фактори степента на кристалност на смолата има най -значително влияние върху свиването.
(3) Материално молекулно тегло: За същия материал по -високото молекулно тегло води до по -малка скорост на свиване. Смоли със същото молекулно тегло, но по -добрата течността проявяват по -ниско свиване на формоването.
(4) Модификация на материала: Добавянето на други смоли, еластомери или пълнители към основната смола намалява скоростта на свиване до различна степен. Разликите в скоростта на свиване на смолата значително влияят на точността на размерите на частите по време на обработката на стопилката. За да се произвеждат пластмасови части с висока точност, трябва да се използват смоли с ниски скорости на свиване. Например, PP смолата има скорост на свиване от 1,8%–2,5%, а свиването му се увеличава с намаляване на молекулното тегло, което затруднява получаването на високоточни PP части.
2. Влияние на процеса на измиване:
(1) С постоянна температура на формоване, повишаването на налягането на инжектиране намалява свиването.
(2) Увеличаването на налягането на задържане намалява свиването.
(3) Повишаването на температурата на стопилката леко намалява свиването.
(4) По -високата температура на плесен увеличава свиването.
(5) По -дългото време на задържане намалява свиването (свиването не се влияе след втвърдяване на портата).
(6) По-дългото време за охлаждане в стаж намалява свиването.
(7) По -високата скорост на инжектиране има тенденция леко да увеличи свиването (незначителен ефект).
(8) Свиването на формоването е голямо, след сбиването е малко; След сбиването е значително през първите два дни и се стабилизира след около една седмица.

3. Влияние на структурата на части:
(1) Частите с дебелостенни стени имат по-голямо свиване от части с тънкостенни.
(2) Частите с вложки имат по -ниско свиване в сравнение с части без вложки.
(3) Частите със сложни форми имат по-ниско свиване в сравнение с части с оформена форма.
(4) Свиването в посоката на дължината е по -малко от свиването в посока на дебелината.
(5) Вътрешните дупки проявяват високо свиване, докато външните характеристики показват ниско свиване.
4. МОЛЕН СТРУКТУРА Влияние:
(1) По -големият размер на портата намалява свиването.
(2) Свиването, перпендикулярно на посоката на портата, се намалява, свиването успоредно на посоката на портата се увеличава.
(3) Зоните, по -далеч от портата, имат по -ниско свиване от районите близо до портата.
(4) Секции от частта, ограничена от формата, проявяват по -ниско свиване, неограничените участъци показват по -голямо свиване.
Методи за модификация за намаляване на скоростта на свиване на пластмасата
1. Фибри за пълнене:
Влакните включват различни неорганични и органични влакна. Приемането на стъклени влакна като пример, добавянето на 35% стъклени влакна към PP смола може да намали скоростта му на свиване от 1,8% (незапълнена) до 0,5%. Пластмасите с дълги стъклени влакна, разработени през последните години, предлагат предимства в контрола на свиването, показвайки ниски и постоянни скорости на свиване както в надлъжни, така и в напречни посоки.
2.Оорганично пълнене на пълнежа:
Неорганичните пълнители включват талк, калциев карбонат, бариев сулфат, слюда на прах, воластонит и монтморилонит и др. Типът на пълнежа, формата, размера на частиците и нивото на обработка на повърхността влияят върху неговата ефективност при промяна на скоростта на свиване на смолата.
(1) Формата на пълнителя: Пълнителите с различни форми влияят по различен начин намаляване на свиването, като редът на ефективност е: люспи> игла, подобна на игла> гранули> сферична. Например, люспестият монтморилонит и слюдата значително намаляват композитното свиване.
(2) Размер на частиците на пълнителя: За същия пълнител, по -малките размери на частиците имат по -голям ефект върху намаляването на свиването. Например, при пълна с талк PP (20% TALC + 8% POE), тъй като размерът на частиците на талк се увеличава от 1250 меша до 5000 меша, скоростта на свиване намалява от 1,05% на 0,8%.
(3) Обработка на пълнителя: Повърхностното обработка на пълнителя повишава ефекта му за намаляване на свиването. Например, ABS, пълен с 10% TALC, показва намаляване на свиването от 0,48% до 0,42%, когато TALC се лекува с алуминатен свързващ агент.
(4) Зареждане на пълнителя: За същия пълнител, по -голямото натоварване води до по -голямо намаляване на скоростта на свиване.
3. Редуциране на кристалност:
(1) Добавяне на редуциращи кристализация агенти: Често използваните са малки молекулни съединения, които нарушават молекулярната редовност и пречат на молекулярното движение в състоянието на стопилката, като по този начин намаляват кристалността.
(2) Добавянето на други смоли: Смесването на малки количества LDPE или HDPE в PP може да наруши кристализацията му по време на обработката. Могат да се добавят и некристални смоли като PS, ABS, PMMA или PC.
4. Адитиране на еластомери:
Могат да се добавят еластомери като POE, EPDM и SBS. Когато съдържанието на еластомер е под 5%, ефектът им върху намаляването на свиването на PP е подобен. Над 5% съдържание, ефективността се различава по тип, като редът за намаляване на свиването е: PoE> EPDM> SBS (в съответствие с техния засилващ ефект върху PP). Комбинирането на неорганични пълнители и еластомери в PP дава по -добро намаляване на свиването.
5. Химическа модификация на присаждането:
Модификацията на присадката на PP може да намали неговата кристалност, като по този начин постигне по -ниска скорост на свиване.
Изпратете запитване




X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност